If you missed part 7, please find it here.
Milling the cutout of the quarter circle
At this point we’ve finished milling the surface of this quarter of our Dominion turntable and there are two things left to do, before we can continue working on the next quarter of the Dominion turntable:
- We need to mill the outline of this quarter – but just the curved part and the straight part along the y-axis. The straight line along the x-axis is not milled.
- We need to prepare and move the lumber to a position where the next quarter of the Dominion turntable is going to be milled.
This way we can mill half the turntable without having to glue two parts together.
InkScape
We need to make a svg-file with the path for the cutout. For that purpose I use InkScape. If you’re not familiar with InkScape you’ll find several tutorials here. We need to draw an intersection of two quarter circles with the smallest having the same radius as our Dominion turntable, i.e. 274 mm. The larger circle has a radius of 279 mm leaving us with a 5 mm gap between them. Furthermore, we need a rectangle with dimensions 5×279 mm. Putting it all together in a combined path it looks like in the photo.
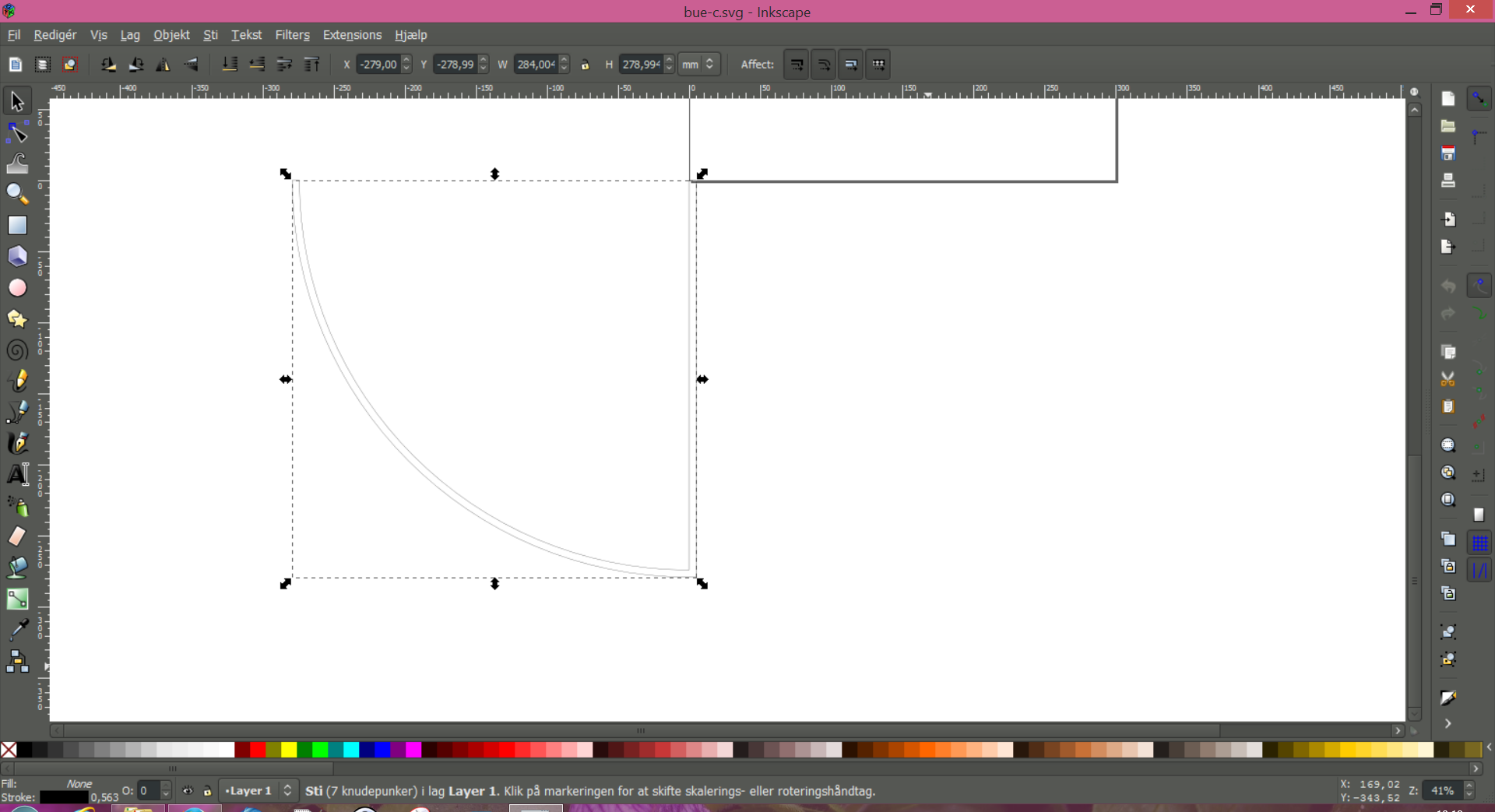
Last but not least we need to place the figure in the right position. That is: we need to place it so that the upper inner corner of the rectangle is placed at (0,0). Then save the figure as a svg-file.
MakerCam
I use MakerCam to create the g-code. Go to http://www.makercam.com to start MakerCam (there is a beginners tutorial here).
First we need to setup MakerCam so it fits the svg-file created by Inscape. In the upper right corner I select cm instead of inch. Then select Edit -> Edit preferences to open the preferences dialog shown in the photo.
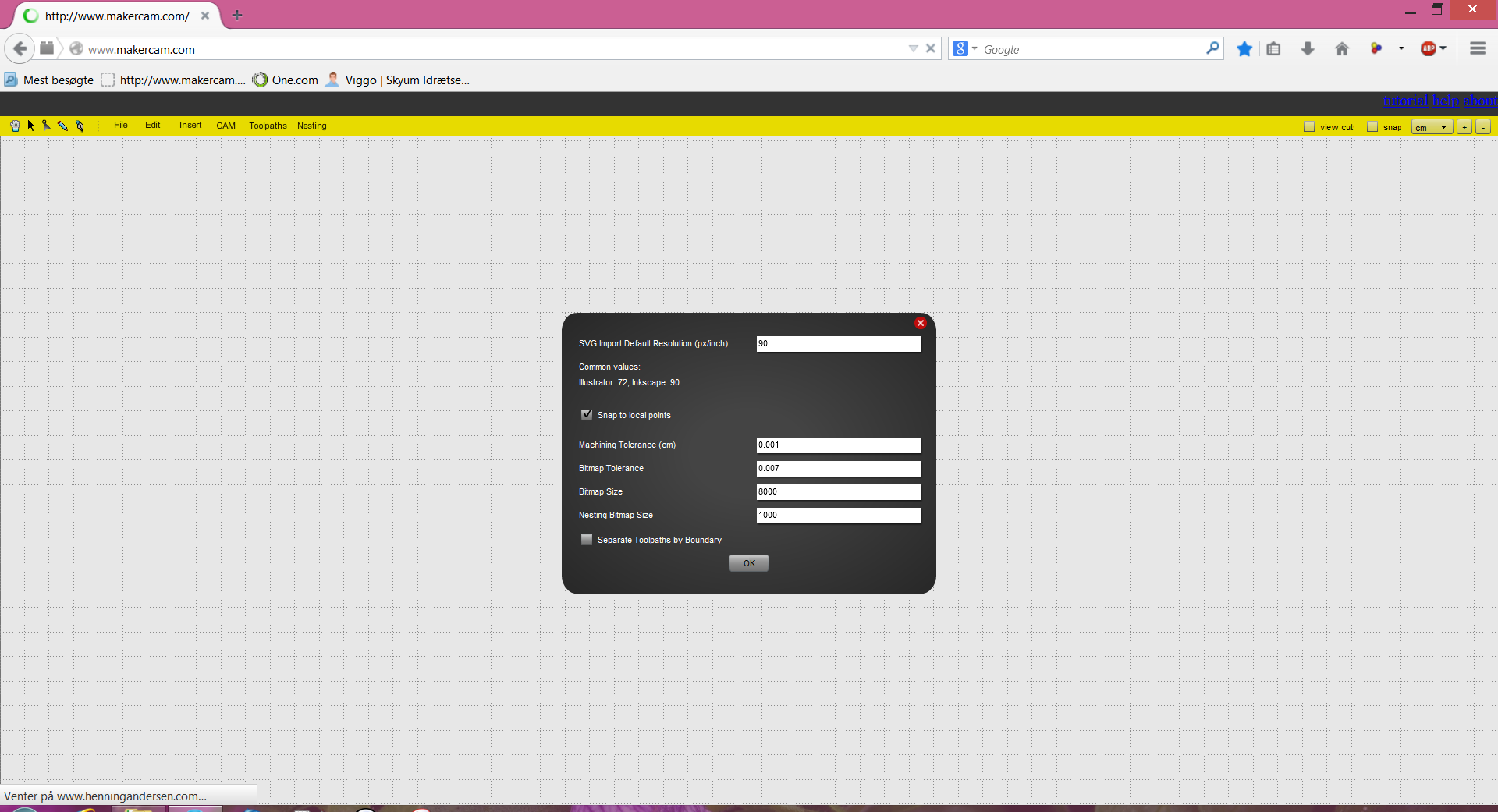
Set the value of SVG Import Default Resolution (px/inch) to the value 90 and Machine Tolerance (in) to the value 0.001 and press Ok. Then select File -> Open SVG File, select your file and press Open.
Select the path (it will turn orange) and select CAM -> Pocket Operation and MakerCam will show the dialog below.
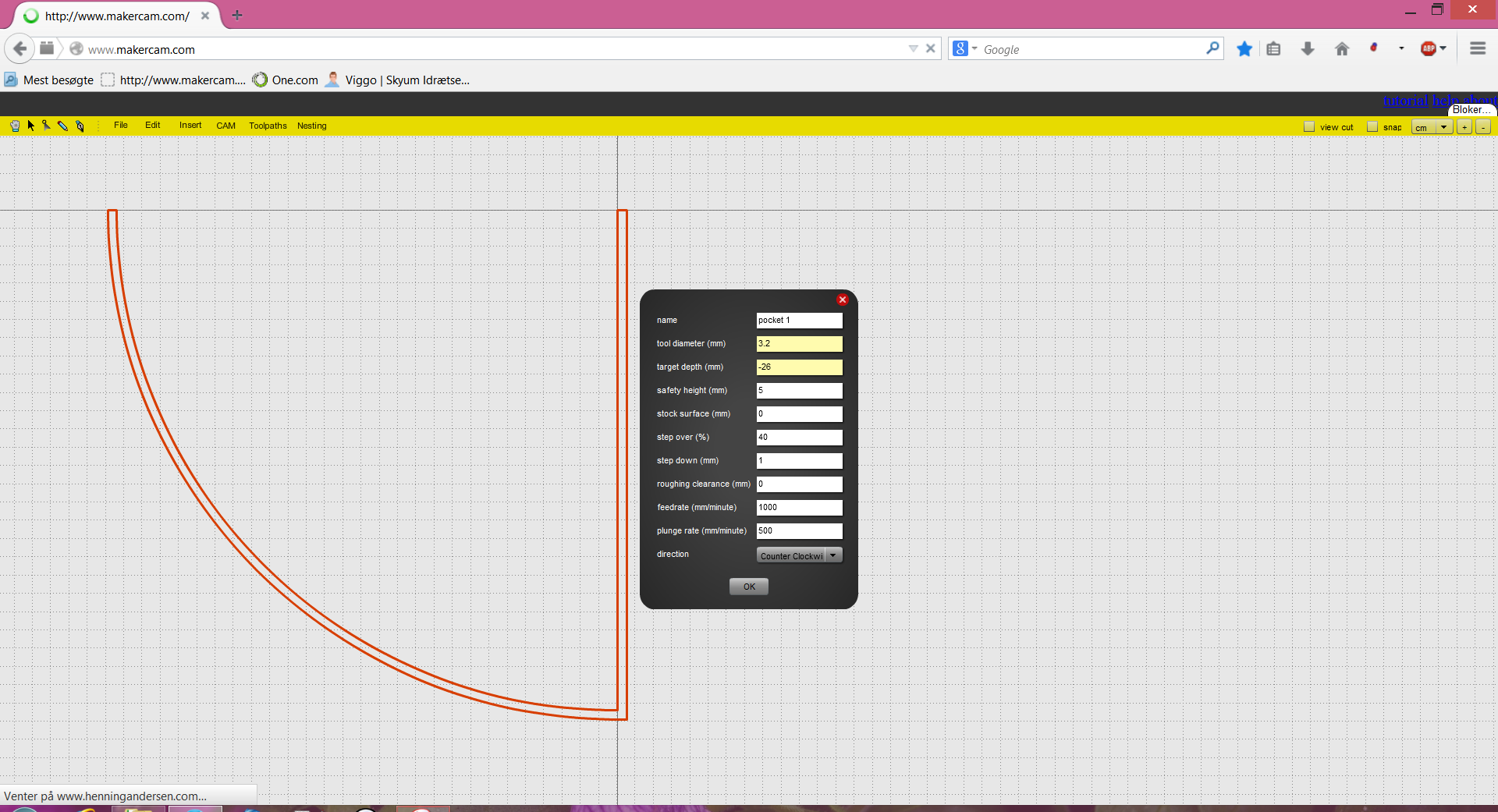
Set the following values:
- Name = pocket 1 (default value)
- Tool diameter (mm) = 3.2 (in my case I use a 3,2 mm flat cutter)
- Target depth = -26 (in my case the timber is 26 mm thick)
- Safety height = 5 (default is 15 mm but I see no reason to have that much)
- Stock surface = 0 (default value)
- Step over (%) = 40 (default value)
- Step down (mm) = 1 (default is 1,5 mm but I prefer to go a little less)
- Roughing clearance (mm) = 0 (default value)
- Feed rate (mm/minute) = 1000 (this value is depending on your CNC machine)
- Plunge rate (mm/minute) = 500 (this value is depending on your CNC machine)
- Direction = counter clockwise (default value)
Press Ok to close the dialog. Then select CAM -> Calculate all to get MakerCam to calculate the g-code for the pocket operation. When the calculation is done, select CAM – Export g-code to get the dialog shown here.
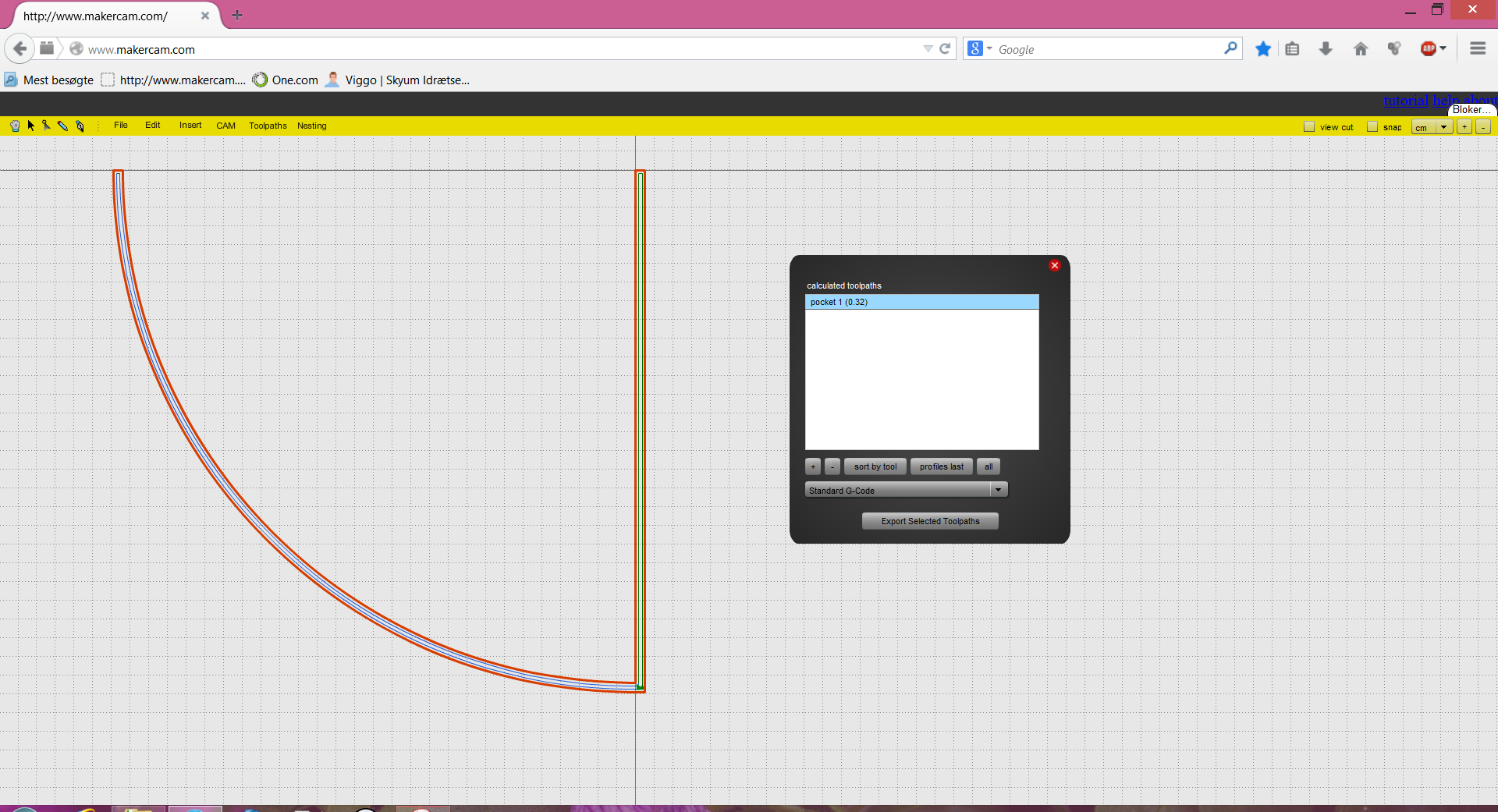
Press Export Selected Toolpaths and save the g-code in a file with the extension .nc
Again, I view my g-code in a g-code viewer just to check that the code looks fine.
Cutout
After a test run of the g-code, we’re ready to make some noise. 🙂